Производство хладонов (пропеллентов) организовано на химических предприятиях; на фармацевтические они поступают в больших количествах в специальных емкостях.
Приготовление смесей сжиженных пропеллентов и подача их на линию наполнения оцениваются как сложные и специфические операции для производства, требующие особых условий и оборудования, работающего под давлением.
Методы заполнения аэрозольных баллонов пропеллентами:
· наполнение под давлением;
· низкотемпературный способ, или «холодное наполнение»;
· метод наполнения сжатыми газами;
· метод наполнения растворимыми сжатыми газами.
Основной при производстве аэрозолей - метод наполнения под давлением. Принцип его заключается в том, что в наполненные продуктом и герметизированные клапаном сосуды нагнетается под давлением пропеллент.
Для наполнения аэрозольных баллонов имеется большое число различных автоматических установок и линий, производительность которых может быть от 2 до 20 млн аэрозолей в год. Технологическая линия включает в себя все операции, приведенные на рис. 6.
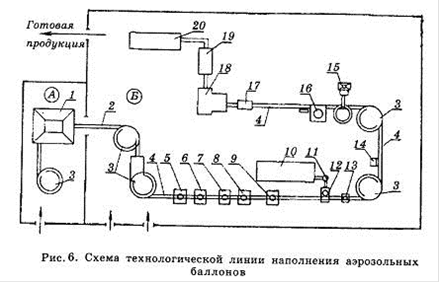
Баллоны загружают на ленту транспортера и подают в моечную машину 1, где они проходят стадию мойки, ополаскиваются, обрабатываются паром и сушатся. После этого по транспортеру 2 баллоны подаются на линию наполнения. С целью выравнивания производительности автоматов баллоны сначала попадают на стол-накопитель 3, а затем по конвейерному ленточному транспортеру 4 поступают на автомат для продувки 5 его стерильным сжатым воздухом.
Далее автоматическое дозирующее устройство 6 наполняет баллон концентратом, после чего из него удаляется воздух. Для этих целей автоматическая головка 7 дозирует 1 - 2 капли сжиженного пропеллента. Испаряясь, пропеллент вытесняет воздух, находящийся в баллоне. Далее баллоны герметизируют. Этот процесс осуществляется на автомате 8 крепления клапана. Крепление клапана может осуществляться двумя способами: с помощью разжимных цанг или закаткой путем вращения роликов вокруг горловины баллона.
После этого они поступают к дозаторам 9, которые впрыскивают в них пропеллент (хладон) под давлением. Порционные дозаторы могут быть роторного или линейного типа.
После заполнения баллонов пропеллентом они проходят проверку на прочность и герметичность в водяной ванне 10 при температуре 45±5 °С в течение 15 - 20 мин (для стеклянных баллонов) или 5 - 10 мин (для металлических баллонов). При нагревании баллонов в ванне создается повышенное давление, и они или взрываются, или выделяют пропеллент, что легко заметно по поднимающимся в воде пузырькам. Бракованные баллоны извлекаются из ванны ручным способом. Некоторые линии производства аэрозолей снабжены специальными детекторами с газовыми анализаторами, которые контролируют минимальные количества утечки пропеллента из баллонов. Негерметичные баллоны отбраковываются автоматически.
Далее баллоны по конвейеру поступают в сушильный туннель 11 и просушиваются после воды, а затем проходят контрольное взвешивание на автоматических весах 12. При изменении массы баллоны отбраковываются автоматически.
Если аэрозольные упаковки содержат в качестве пропеллента сжатый газ, то их контролируют на наличие давления газа с помощью манометра. Баллоны, не содержащие газа, отбраковываются автоматически 13. После этого баллоны снабжаются распылителями 14, проверка качества которых осуществляется на специальном автоматическом устройстве. С помощью ориентирующего автоматического приспособления 15 на баллоны одеваются защитные колпачки. Автомат 16 маркирует баллоны (серия, срок годности и другие данные). После этого баллоны поступают на линию упаковки 17, 18, 19, 20, где их помещают в пеналы, прилагая инструкцию по применению. Затем упаковывают в транспортную тару и обандероливают.
Подбор очковой коррекции |
Закаливание организма |
Гигиена полости рта |